
错箱又称错边、偏箱和歪箱。错箱是常见的铸件缺陷之一。铸件错箱是在合箱时上箱型面与下箱型面互不对称,二者偏移错开,发生相对的移位,使铸件外形与图纸不相符合。
(1)特征
铸件在分型面处相互错开,互不对称。有的是一边薄一边厚,厚薄不均。如图4-4~图4-7所示。
皮带轮(铸型一)
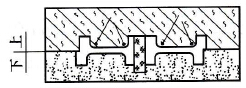
图4-4 皮带轮(铸型一)
水管(湿型)
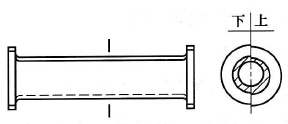
图4-5 水管(湿型)
皮带轮(铸型二)
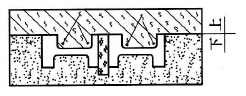
图4-6 皮带轮(铸型二)
水管(铸型)
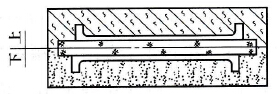
图4-7 水管(铸型)
(2)错箱成因
①木模用久敲打变形,定位销孔过大或销钉损断,造型舂砂时使木模移位。
②型板上的模样久用松动,舂砂移位。
③砂箱中的导套或导杆久用磨损,导套松动或配合太松,间隙过大。
④上箱或下箱(水线)标记脱落,合箱时标记没有对准或上箱方向颠倒放置。枕垫铁时将上箱枕移位。
⑤地坑造型,砂箱定位铁桩头打得太斜、太浅、太短或只打两根铁桩,同时铁桩未保护被意外踢动移位。
⑥安放上箱时,上箱箱边靠紧下箱定位桩或未靠紧定位桩,撮砂,舂砂时,将上砂箱舂移动,离开下箱定位桩。合箱时上箱边又靠紧下箱定位桩,使铸型移位而不对称。
⑦用刮(车)板造型的上箱,观察水路的孔眼挖得不正确,使合箱配水路时未配正确,导致上下型腔偏移,互不对称。
(3)防止方法
①木模上的定位销孔,不能敲打作起模之用。销钉(子)断损或配合松动,应及时修理校正,不能勉强使用。
②型板上的模样松动,应及时校正加固。
③砂箱上的导孔松动,不能用的尽量不用。导孔或导杆磨损应及时检查,更换导孔或导杆检查后确定。导杆和导孔配合要适当,间隙不能过大。
④上下箱做水线(标记)的材料,一般常用红砂泥做水线。做水线的红砂,湿度要比干模砂要湿些,砂箱边上要涂上较浓的泥浆水,便于粘住红砂,红砂泥厚度为2~3mm,水线标记应做三个方向,避免合箱方向颠倒。
⑤地坑造型时,定位铁桩头不少于四根,即每只手把一根,更好在两侧箱边上各打一根,共六根,比较稳定(小砂箱造型例外)。铁桩要打深,型面伸出高度应高于砂箱手把60~100mm,斜度不能过大,斜一点就行了。开箱后铁桩处应放入小砂箱或浇口杯,以防铁桩踢动移位。
⑥上砂箱放入下砂箱后,箱边要紧贴下砂箱定位桩。撮砂舂砂应注意,切勿在撮砂、舂砂时将上箱移位,更好在舂竿道砂后检查一下。
⑦上箱刮(车)成型后,需要挖水路观察孔时,应对称挖四个,大体可多挖几个观察孔。根据铸件壁厚,每个观察孔应挖大于铸件壁厚3~5mm。例如铸件壁厚为30mm,则观察孔应挖33mm,合箱时,观察下箱四周边缘型面,是否都露出3mm,如果有差别,将上箱移动校正都为3mm,则表示四周水路都一致,上下型面都对称了,不需用木棒测试。合模正确后,做好水线标记或打好铁桩。若不需要观察孔时,合模后可用型砂将观察孔填补堵塞。



